From the Archives
Once, I was faced with the problem of truing up a center that was extremely off center. Lacking a toolpost grinder, I had to use the only high-speed grinder at my disposal: a Dremel tool with a flexible shaft and ball-bearing hand piece.
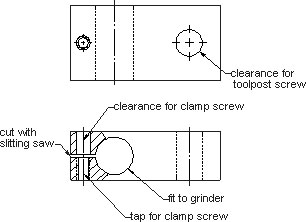
I drilled a hole in a small block of aluminum to pass the toolpost clamping bolt through. Then, I drilled and bored out the hole for the grinder while the block was still clamped to the toolpost. Next, I drilled and tapped a vertical hole close to the edge of the block for a suitable clamping bolt. The top half of the hole was then drilled to an appropriate screw clearance diameter. I then used a slitting saw to cut through to the bored hole to complete the clamp.
The grinding wheel I used was about 1-1/8″ in diameter and light grey in color. Try to find a coarse wheel, designed for low heat operation. Set the compound to match the angle of the center and run the lathe in the opposite direction of the grinder, at a medium to fast speed. Slow feed with the compound and minimal cuts are in order. If your lathe is like mine and does not reverse, don’t despair! Just reduce the spindle speed to medium or slow without the back gear. Finish the job with successive passes without any more in-feed of the cross-slide.
The wheels I used were fairly coarse, a finer wheel could be used for a finish pass or just shine it up with some fine emery cloth and a little WD-40. Don’t forget to protect your lathe from the abrasive dust. There are a number of other tasks that I plan to use my grinder for, I hope others will find this little grinder attachment as useful as I have.